Instalación - Junta Universal GORE® (Style 800)
Guías de instalación, España
Las juntas GORE® no requieren prácticas de montaje especiales. Sin embargo, siempre se recomienda el uso de las buenas prácticas del sector a la hora de montar una unión bridada atornillada.
1. Seleccione el tamaño de junta correcto que se adapte a las dimensiones de la brida.
Seleccione una junta adecuada para la clase de presión y el diámetro nominal de la brida estándar:

2. Determine el valor de apriete
Para conseguir un sellado fiable debe aplicarse la carga correcta al instalar la junta. Las tablas proporcionan los pares de apriete estimados para el montaje de bridas de tubería.
Bridas de acero
Juntas ASME B16.21 en bridas de acero ASME B16.5

Juntas EN1514-1 en EN 1092-1 Tipo 11 Forma B
La Asociación Alemana de la Industria Química, VCI, proporciona guidelines for bolted flange joint installation in chemical processing plants. Estas pautas se basan en una serie diferente de variables de entrada que resultan en valores de apriete distintos a los indicados en la tabla de pares de apriete EN1514-1 de Gore. Gore ha revisado las pautas de agosto del 2011 y acepta el uso de estos valores de apriete de la VCI para la instalación de la Junta Universal GORE.

Tabla de pares de apriete de Gore para bridas de acero de cara elevada EN
Bridas de acero vitrificado
Aunque siendo enormemente difícil elaborar una única tabla de pares de apriete válida para todas las aplicaciones de acero vitrificado, Gore proporciona una tabla de pares de apriete genérica basándose en las experiencias de campo y los ensayos internos.
Debido a la variación de superficies de sellado de acero vitrificado entre fabricantes de bridas, el usuario debe asegurarse de que los valores de apriete no excedan las recomendaciones del fabricante de tuberías relativas al par de apriete máximo.

Bridas de plástico reforzado con fibras (FRP)
Aunque es difícil elaborar una única tabla de pares de apriete válida para todas las aplicaciones de FRP, Gore proporciona una tabla de pares de apriete genérica para bridas de cara elevada basándose en las experiencias de campo y los ensayos internos.
Debido a la gran variedad de materiales, diseños y procesos de fabricación de bridas de FRP, el usuario debe asegurarse de que los valores de apriete no excedan las recomendaciones del fabricante de tuberías relativas al par de apriete máximo.

3. Consulte y siga las prácticas de montaje de bridas atornilladas estándar.
Las juntas GORE no requieren prácticas de montaje especiales. Sin embargo, siempre se recomienda el uso de las buenas prácticas del sector a la hora de montar una unión bridada atornillada. Dichas prácticas han sido elaboradas por ASME, la Asociación Europea de Estanqueidad (ESA), la Fluid Sealing Association (FSA) y la Association of German Engineers (VDI).
- ESA/FSA Gasket Installation Procedures Assuring Joint Integrity and Maximum Safety
- Pautas sobre los límites de presión en el montaje de uniones bridadas atornilladas de ASME PCC-1
- VDI 2200 - Tight flange connections: Selection, calculation, design and assembly of bolted flange connections
- La ASME también ofrece cursillos sobre el montaje de uniones bridadas atornilladas
- Numerosas organizaciones también ofrecen contenidos formativos específicos sobre la norma EN 1591-4 para el montaje de uniones bridadas atornilladas
Asegúrese de que las superficies de sellado estén limpias, secas y sin grasa.
Coloque la junta de manera que quede centrada sobre la brida (utilice los pernos como guía).
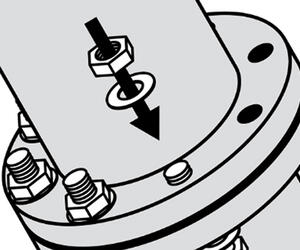
Lubrique bien los elementos de fijación. Asegúrese de lubricar todas las superficies sometidas a carga en los pernos, las tuercas y las arandelas.
Monte los pernos, las arandelas y las tuercas en la brida.
Apriete a mano los pernos siguiendo un orden circular.
Utilice una herramienta de apriete calibrada para apretar cada perno siguiendo una secuencia en estrella. Aplique el par de apriete en tres etapas:
- 1ª etapa: 30 % del par de apriete final
- 2ª etapa: 60 % del par de apriete final
- 3ª etapa: 100 % del par de apriete final
Aplique el par de apriete final al 100 % en un orden circular. A continuación, espere 4 horas.
Finalice la instalación apretando todos los pernos en orden circular hasta alcanzar el par de apriete prescrito.
Solo para uso industrial
No utilizar en operaciones de fabricación, proceso o envase de dispositivos médicos, alimentos, fármacos o cosméticos.