Junta Universal GORE® (Style 800)
Junta 100 % ePTFE de excepcional estabilidad dimensional y resistencia química que sella eficazmente una gran variedad de materiales de brida a un bajo nivel de carga.
Contacte con nosotros
España
+34 93 4 80 69 00
Alemania
+49 89 4612 2215
Australia
+61 2 9473 6800
Brasil
+55 11 5502 7800
China
+8621 5172 8299
Corea
+82 2 393 3411
Emiratos Árabes Unidos
+971 2 5089444
Escandinavia
+46 31 706 78 00
Estados Unidos
+1 800 523 4673
Francia
+33 1 56 95 65 65
Hong Kong
+852 2622 9622
India
+91 22 67687000
Italia
+39 045 6 20 92 50
Japón
+81 3 6746 2600
Países Bajos
+31 13 507 47 00
Polania
+48 22 6 45 15 37
Reino Unido
+44 1506 46 01 23
Singapur
+65 6733 2882
Sudáfrica
+27 71 467 7710
Infoteca

Guía de selección de producto
Guías de selección de productos
Determine el tipo de junta GORE® que mejor se adapte a sus necesidades.
Toda la información sobre Junta Universal GORE® (Style 800)
Presentación
La Junta Universal GORE (Style 800) proporciona un sellado fiable para bridas de acero, acero vitrificado y plástico reforzado con fibras (FRP) utilizadas con todo tipo de fluidos de proceso fuertemente ácidos, alcalinos y disolventes, inclusive los más exigentes ciclos térmicos y las aplicaciones con temperaturas elevadas. Esta solución de junta única puede reducir los riesgos para la seguridad del proceso y los tiempos de parada de producción derivados del uso de un material de junta inadecuado. Fabricada con 100% ePTFE altamente conformable que sella eficazmente superficies irregulares.
¿Qué hace que la Junta Universal GORE sea excepcional?
Tecnología propia patentada
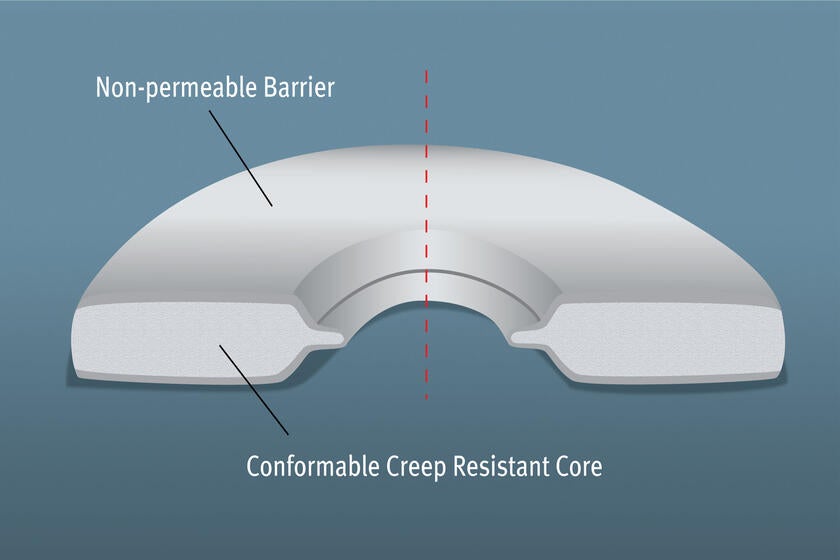
La Junta Universal GORE (Style 800) combina de manera única dos elementos de construcción patentados, ambos fabricados con 100 % PTFE expandido (ePTFE).
Una capa de barrera impermeable cubre el diámetro interior y las caras de contacto con la brida, creando un sellado estanco con una baja carga sobre la junta.
Un interior conformable, pero fuerte, proporciona una resistencia sobresaliente a la relajación y la fluencia en frío.
Sellado duradero y fiable
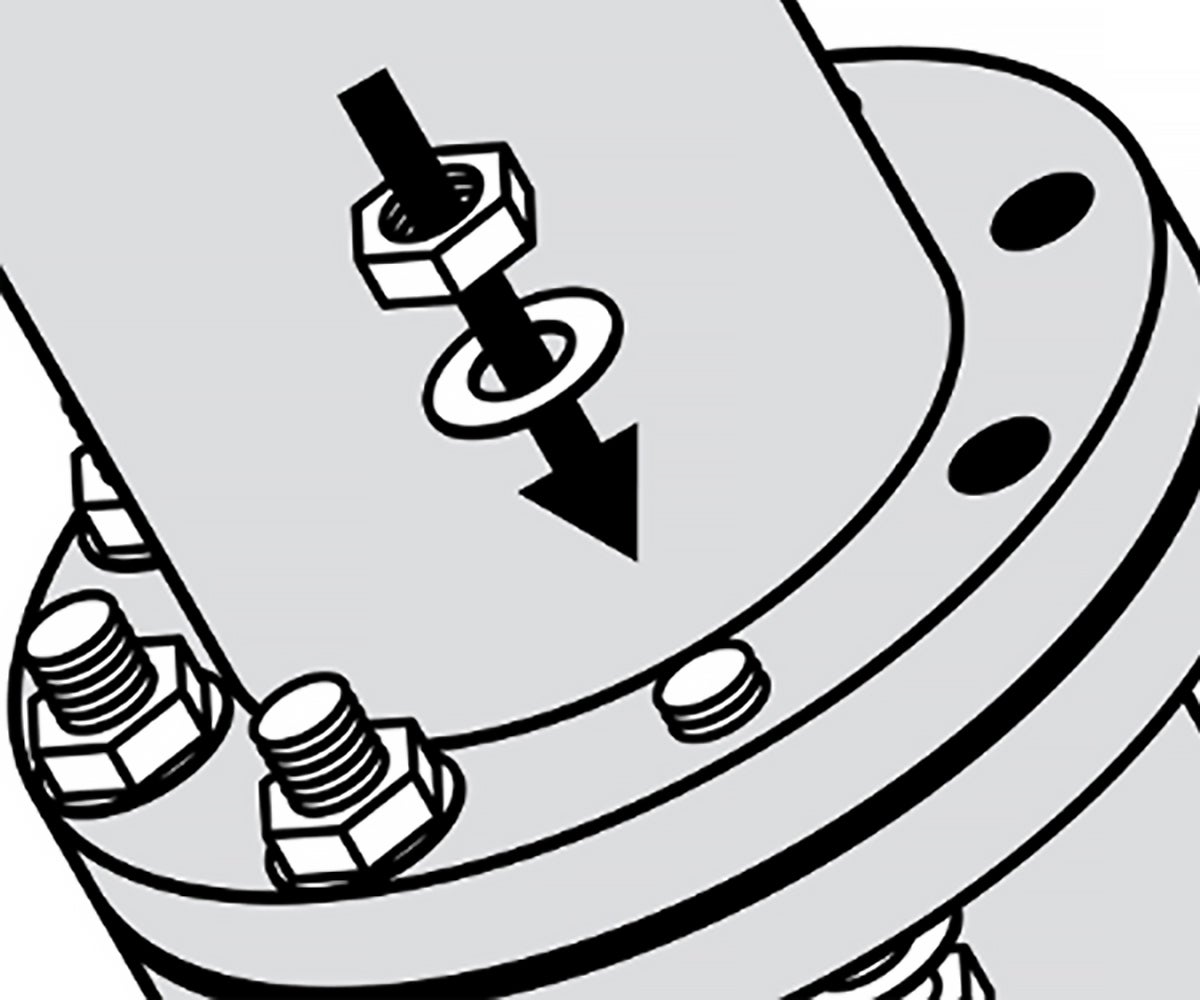
A diferencia de las de PTFE convencional (cargado y biselado), las juntas de PTFE expandido (ePTFE) son altamente conformables a las típicas imperfecciones de las bridas, creando un sellado estanco en condiciones desfavorables.
Con una resistencia excepcional a la relajación y fluencia en frío, la Junta Universal GORE (Style 800) mantiene su estabilidad dimensional a lo largo de los ciclos de presión y temperatura. La carga del perno se mantiene, por lo que se consigue un sellado fiable y duradero.
Una junta, numerosas aplicaciones
Las tecnologías patentadas de la Junta Universal GORE (Style 800) proporcionan una capacidad de sellar a cargas bajas que la hacen ideal para tuberías FRP y de acero vitrificado, al mismo tiempo que mantienen la resistencia de material requerida para conseguir el máximo rendimiento en sistemas de acero.
La Junta Universal GORE (Style 800), químicamente inerte, proporciona un sellado altamente eficaz en sistemas de procesos químicos que manejan álcalis o ácidos fuertes, o disolventes. Fabricada con 100 % ePTFE, es resistente a todas las sustancias (pH 0-14) excepto a los metales alcalinos fundidos/disueltos y al flúor en estado elemental.
La Junta Universal GORE (Style 800) crea un sellado hermético y fiable para multiples materiales de brida, por lo que puede sustituir a muchos otros materiales de junta. Al simplificar los pedidos y el inventario de juntas, y estandarizar el proceso de selección e instalación de juntas, el uso de la Junta Universal GORE (Style 800) para una gran variedad de materiales de brida para tuberías y fluidos de proceso reduce los riesgos para la seguridad del proceso y los tiempos de parada de producción derivados del uso de un material de junta inadecuado.
Especificaciones técnicas
Datos de ensayo
ASTM F36: Método de ensayo estándar de compresibilidad y recuperación de materiales de junta
Este método de ensayo comprende la determinación de la compresibilidad y la recuperación a corto plazo a temperatura ambiente de materiales de juntas de plancha. No se trata de un ensayo de compresibilidad bajo la aplicación prolongada de carga, conocida generalmente como relajación.
Fuente: ASTM International. Standard Test Method for Compressibility and Recovery of Gasket Materials - Designación: F36-99 (revisado en el 2009)
| Grosor | Compresibilidad (media de 3 ensayos) |
Recuperación (media de 3 ensayos) |
|
|---|---|---|---|
ASTM F36 Procedimiento L
|
1,14 mm | 55 % | 16 % |
ASTM F38: Métodos de ensayo estándares para la relajación de un material de junta
El ASTM F38 proporciona los medios para medir el nivel de relajación de un material de junta en un tiempo determinado tras haberse aplicado la carga de compresión. Este método de ensayo ha sido diseñado para comparar materiales relacionados bajo condiciones controladas y su capacidad para retener una carga de compresión determinada en función del tiempo.
Fuente: ASTM International. Standard Test Methods for Creep Relaxation of a Gasket Material - Designación: ASTM F38 - 00(2014)
| Grosor | Relajación (media de 3 ensayos) |
|
|---|---|---|
ASTM F38-95 Método B
|
0,8 mm | 11 % |
ASTM F37: Métodos de ensayo estándares para la sellabilidad de un material de junta
ASTM F37 proporciona los medios para evaluar las propiedades de sellado de materiales de junta de plancha y sólidos de conformado in situ a temperatura ambiente. Este método de ensayo ha sido diseñado para comparar materiales de junta bajo condiciones controladas y facilitar una medición precisa de la tasa de fuga.
Fuente: ASTM International. Standard Test Methods for Sealability of Gasket Materials - Designación: ASTM F37 - 06(2013)
| Grosor | Tasa de fuga | |
|---|---|---|
| ASTM F37-95 Método de ensayo B
|
0,08 mm | 0,48 ml/h |
Método de ensayo general

- Coloque la junta en el dispositivo de sujeción de ARLA
- Mida la distancia entre platinas
- Aplique la carga de compresión inicial a la junta
- Mida la longitud del perno
- Mida la distancia entre platinas
- Mida la tasa de fuga (mediante un espectrómetro de masas de helio) con gas helio a 55,2 bar
- Envejezca la junta colocando el dispositivo de sujeción cargado en un horno sin circulación de aire
- Retire el dispositivo de sujeción del horno y enfríelo hasta la temperatura ambiente
- Mida la longitud del perno
- Mida la distancia entre platinas
Resultados del ensayo
| Grosor de junta | % de relajación (media de 3 ensayos) | Tasa de fuga de helio antes del envejecimiento (mg/s) | Tasa de fuga de helio después del envejecimiento (mg/s) | |
|---|---|---|---|---|
ARLA
|
1,5 mm |
23,34 | 2,86E-05 | < 1E-07 |
| 3,0 mm | 51,63 | 1,29E-04 | < 1E-07 |
Resumen del método de ensayo
«El objetivo de las pautas de la VDI es analizar y organizar las condiciones de unión de los sellados aplicables según el estándar técnico. Asimismo, se rellenan las condiciones, incluyendo los resultados de las investigaciones más recientes, y se aconseja al usuario en la selección, la interpretación, el diseño y el montaje de uniones por brida, sobre todo en lo relativo a las juntas.»(1) «El ensayo de seguridad blow-out (escupido de junta) para juntas de sistemas de sellado en bridas uniformes corresponde al estado actual del diseño de ensayos [...] donde un sellado no puede conseguir por sí solo la seguridad blow-out. Siempre depende del sistema de unión por bridas en su conjunto.
Procedimiento de ensayo general
- Instalar un sellado con una presión superficial de instalación en cuatro etapas (25 %, 50 %, 75 % y 100 % de la fuerza del perno mediante el apriete en cruz). La presión superficial de la instalación y el grosor del sellado deben indicarse en el protocolo del ensayo. La fuerza de elevación, causada por la presión nominal, con relación al diámetro de sellado central, también debe ser considerada en todos los pasos del ensayo.
- Reapretar hasta la presión superficial de instalación al cabo de 5 minutos.
- Calentar la brida hasta la temperatura requerida a un ritmo de 2 K/min en un horno de recirculación o usando cartuchos calentados en el interior.
- Mantener la temperatura de almacenamiento térmico durante al menos 48 horas.
- Dejar enfriar la brida a la temperatura ambiente.
- Medir la presión superficial restante.
Paso de ensayo 1
El ensayo de seguridad blow-out se realiza con nitrógeno a una presión de hasta 1,5 veces la presión nominal. Si es necesario, pueden realizarse ensayos a mayor presión. La presión interna debe incrementarse poco a poco, en pasos de 5 bar hasta alcanzar la presión mencionada anteriormente. El periodo de espera por etapa de presión corresponde a un mínimo de 2 min.
El blow-out (escupido de junta) se da cuando al cabo de 5 s se produce una caída de presión mayor que Δp ≥ 1 bar· (V0 = volumen de la sala de ensayo). La presión interna alcanzada debe indicarse en el protocolo de ensayo. Si el escupido de junta no tiene lugar hasta la presión de ensayo máxima, debe continuarse el ensayo según el paso de ensayo 2.
Paso de ensayo 2
La presión interna se descarga y la presión superficial se reduce a 5 N/mm2 respecto a la fuerza de elevación causada por la presión interna. Las variaciones de la presión superficial deben recogerse en el informe del ensayo».(2)
(1) Fuente: Verein Deutscher Ingenieure e. V.: VDI2200: Tight flange connections - Selection, calculation, design and assembly of bolted flange connections, junio del 2007, página 4
(2) Fuente: ibídem, página 64
Resultados del ensayo
| Grosor | Temperatura de exposición | Carga de junta inicial | Paso de ensayo 1 | Paso de ensayo 2 | |
|---|---|---|---|---|---|
| VDI 2200 (06-2007) Acero DN40/PN40 |
3,0 mm | 230 °C | 23 MPa | Sí, 60 bar | Sí, 60 bar |
Descripción del método de ensayo
Este método de ensayo está siendo propuesto actualmente como nuevo método de ensayo de ASTM por el Comité F03 sobre juntas. Este método de ensayo proporciona los medios para determinar límites de temperatura realistas para juntas de plancha o tipo plancha con base de politetrafluoroetileno (PTFE) con el fin de ayudar a prevenir una avería catastrófica o el escupido de junta. Este método de ensayo se centra en las conexiones bridadas típicas del sector de los procesos químicos, para servicios de temperaturas moderadas ASME B16.5 Clase 150 y Clase 300.
Fuente: ASTM International. New Test Method for Hot Blowout and Thermal Cycling Performance for Polytetrafluoroethylene (PTFE) Sheet or Sheet-Like Gaskets - Designación: ASTM WK26064
Procedimiento de ensayo general (borrador 7)
- Se carga una junta en un banco de pruebas para escupido en caliente, compuesto de bridas de cara resaltada NPS 3 Clase 150 o Clase 300. Se aplica la carga de compresión especificada utilizando una llave dinamométrica y las buenas prácticas de instalación.
- Se espera un periodo de 30 minutos para la relajación de la junta antes de volver a aplicar la carga de junta especificada.
- Se espera otros 30 minutos antes de presurizar el banco de pruebas con gas helio.
- Para el ensayo HOBT sin ciclos térmicos, una vez aplicada la presión, la temperatura se aumenta hasta un máximo de 648,9 °C a un ritmo de 16,1 °C por minuto hasta alcanzar el escupido de junta o la temperatura máxima del banco de pruebas.
- Para el HOBT con ciclos térmicos, una vez aplicada la presión, se aumenta la temperatura a un ritmo de 16,1 °C por minuto. El dispositivo de sujeción se enfría entonces a la temperatura ambiente. Este ciclo se repite dos veces más hasta un total de tres ciclos térmicos por ensayo.
El procedimiento consta de tres ensayos:
Ensayo 1: HOBT sin ciclos térmicos.
Ensayo 2: HOBT con 3 ciclos térmicos utilizando la estimación de temperatura del ensayo 1.
Ensayo 3: HOBT con 3 ciclos térmicos utilizando la estimación de temperatura del ensayo 2.
Resultados del ensayo
| Grosor de junta | Temperatura de escupido de junta | Carga de escupido de junta | Presión de escupido de junta | Temperatura de la junta de ensayo Tgs | |
|---|---|---|---|---|---|
HOBT con ciclos borrador 7
|
3,2 mm | 385 °C | 7,0 MPa | 30 bar | Real: por encima de 384°C Límite: 315 °C |
Definiciones de los parámetros de ensayo
| Gb | La carga de junta a Tp = 1 al cargar la junta. Indica la carga de junta inicial necesaria para que la junta se asiente de manera estanca. |
|---|---|
| a | La pendiente obtenida por regresión lineal. Indica la capacidad de la junta de asegurar la estanqueidad. |
| Gs | La carga de junta a Tp = 1 al descargar la junta. Indica la capacidad de la junta de mantener la estanqueidad cuando se aplica presión, así como la sensibilidad de la junta ante la descarga. |
| Tp | El parámetro de estanqueidad es adimensional. Un valor de 1 corresponde a una tasa de fuga de helio de 1 mg/s a presión atmosférica para una junta con un diámetro exterior de 150 mm. Nota: cuanto mayor sea el Tp, mayor será la estanqueidad de la junta. |
| Tpmáx | La estanqueidad máxima obtenida al cargar la junta. |
| Tpmín | La estanqueidad mínima obtenida al descargar la junta. |
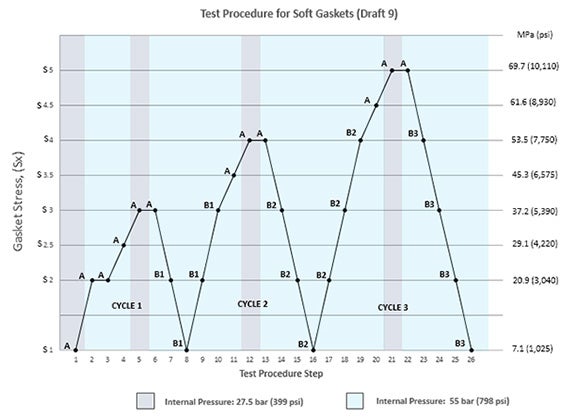
Procedimiento de ensayo general para juntas blandas (borrador 9)
- Se coloca una junta en un banco de pruebas hidráulico con platinas planas.
- Se realizan 3 ciclos de carga y descarga durante los que se mide la tasa de fuga en cada nivel de carga. Dependiendo del paso, el sistema se presuriza bien a 27,5 bar, bien a 55 bar con gas helio. El tiempo de espera en cada paso depende de cuándo se estabiliza una tasa de fuga, con un tiempo de espera mínimo de 1 minuto y un tiempo de espera máximo de 5 horas.
- Los datos recogidos se agrupan en dos partes: A y B, y se analizan para generar los parámetros de ensayo. La parte A representa la capacidad de asiento inicial de una junta durante el apretado inicial de la brida. Los datos de la parte A se usan para determinar Gb, a, y Tpmáx. La parte B simula las condiciones de funcionamiento reales. Los datos de la parte B se usan para determinar Gs y Tpmín.
Estanqueidad con aplastamiento a temperatura ambiente (ROTT)
Procedimiento de ensayo general para el APLASTAMIENTO (borrador 9)
- La carga de junta se restablece al nivel S1.
- Los ciclos de carga, con cargas de compresión que se incrementan gradualmente, se aplican a la junta y se mide la tasa de fuga en cada nivel de carga. El sistema se presuriza a 27,5 bar con gas helio. El tiempo de espera no debe sobrepasar los 15 minutos en cada nivel de carga.
- El ensayo finaliza cuando la tasa de fuga excede en un nivel de carga la tasa de fuga observada en el nivel S1 o cuando se alcanza la carga máxima del equipo.
- La carga máxima admisible es el nivel de carga máxima donde se mantuvieron las tasas de fuga S1.
Resultados del ensayo para junta universal GORE
ROTT borrador 9 Procedimiento de ensayo para juntas BLANDAS
| Grosor: 1/16" | Grosor: 1/8" | |
|---|---|---|
| Gb (psi) | 441 | 155 |
| a | 0,3 | 0,411 |
| Gs (psi) | 8,55E-01 | 5,41E-02 |
| Tpmín | 2041 | 3210 |
| S100 (psi) | 45.893 | 39160 |
| S1000 (psi) | 3495 | 2652 |
| S10000 (psi) | 6968 | 6839 |
| Carga de junta máxima permitida (psi) | Mayor que 40031 (máx. equipo) | 36260 |
Factores de diseño de la junta
Información sobre certificaciones y aplicación
Infoteca
Data Sheet: GORE® Universal Pipe Gasket (Style 800)
Data Sheets, 341.95 KB
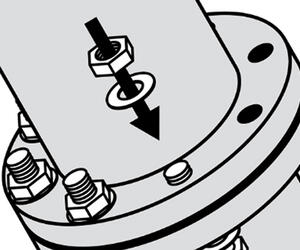
Instalación - Junta Universal GORE® (Style 800)
Guías de instalación
Junta Universal GORE® (Style 800) sin imprimir cumple los requisitos de la FDA 21CFR de EE.UU. y de la directiva CE 1935/2004 de la UE relativos al contacto con alimentos. La declaración de conformidad está disponible previa solicitud.
Seguir Junta Universal GORE® (Style 800)