Cinta de Estanqueidad GORE® Serie 500
Esta junta en cinta de conformado in situ fabricada con 100 % ePTFE tiene una extraordinaria resistencia a la relajación y proporciona un sellado fiable en bridas de acero de gran tamaño.
Contacte con nosotros
España
+34 93 4 80 69 00
Alemania
+49 89 4612 2215
Australia
+61 2 9473 6800
Brasil
+55 11 5502 7800
China
+8621 5172 8299
Corea
+82 2 393 3411
Emiratos Árabes Unidos
+971 2 5089444
Escandinavia
+46 31 706 78 00
Estados Unidos
+1 800 523 4673
Francia
+33 1 56 95 65 65
Hong Kong
+852 2622 9622
India
+91 22 67687000
Italia
+39 045 6 20 92 50
Japón
+81 3 6746 2600
Países Bajos
+31 13 507 47 00
Polania
+48 22 6 45 15 37
Reino Unido
+44 1506 46 01 23
Singapur
+65 6733 2882
Sudáfrica
+27 71 467 7710

Infoteca

Guía de selección de producto
Guías de selección de productos
Determine el tipo de junta GORE® que mejor se adapte a sus necesidades.
Toda la información sobre Cinta de Estanqueidad GORE® Serie 500
- Información técnica (1)
- Guías de instalación (1)
- Guías de selección de productos (1)
- Folletos (1)
- Certificaciones (1)
Presentación
Una bobina de Cinta de Estanqueidad GORE Serie 500 proporciona una solución rentable e inmediata para las aplicaciones de sellado que exigen un rendimiento fiable y una larga durabilidad. Este producto avanzado, con una resistencia a la relajación líder en el sector, ha sido diseñado para maximizar la fiabilidad operativa en aplicaciones con bridas de acero de gran tamaño, especialmente en aquellas sometidas a ciclos térmicos.
¿Qué hace que la Cinta de Estanqueidad GORE Serie 500 sea tan avanzada y valiosa?
Tecnología propia que supera a cualquier otra junta de ePTFE
La Cinta de Estanqueidad GORE Serie 500 se fabrica con politetrafluoroetileno expandido (ePTFE) al 100 % con una tecnología de fabricación exclusiva de Gore que proporciona una fiabilidad de sellado excepcional, especialmente en bridas de acero de gran tamaño y forma irregular.
Gracias a su estructura interna, la Cinta de Estanqueidad GORE Serie 500 presenta una extraordinaria resistencia a la relajación y fluencia en frío. Los ensayos demuestran que la Cinta de Estanqueidad GORE Serie 500 es casi el doble de eficaz en resistencia a la relajación que otras marcas de juntas en cinta de ePTFE.
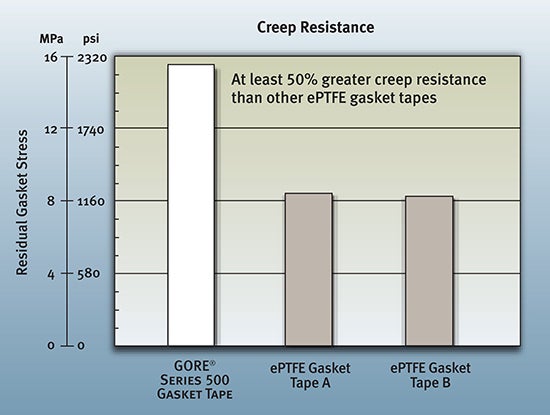
El diagrama de la derecha muestra los datos de resistencia a la relajación según EN13555 empleando una cinta de 15 mm x 3 mm en forma de anillo biselado de 150 mm. Los valores PQR se obtuvieron con una carga inicial sobre la junta de 30 MPa a 150 °C.
Forma y funcionalidad óptimas
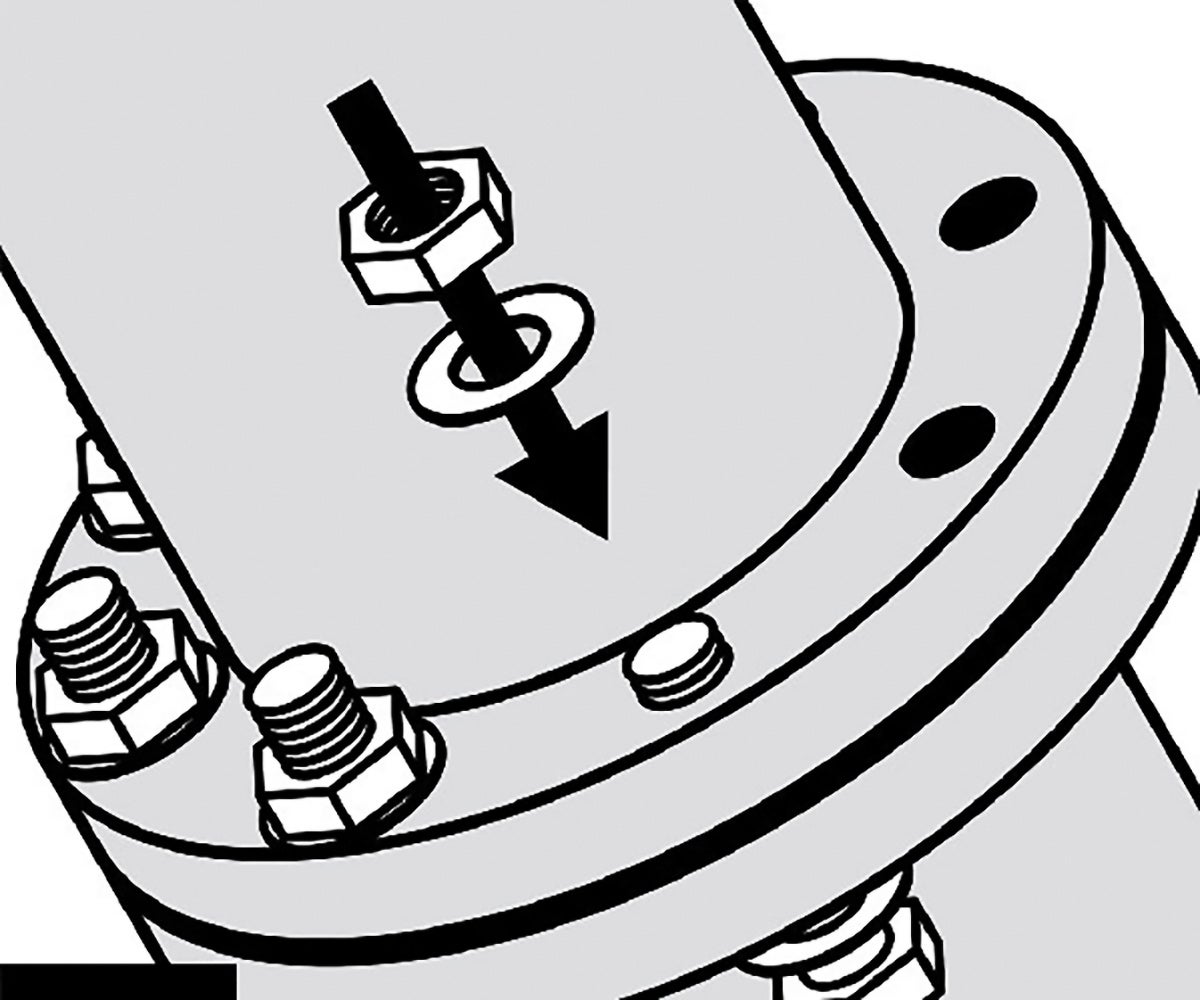
La Cinta de Estanqueidad GORE Serie 500 es una cinta de conformado in situ y alto rendimiento de Gore, la empresa que inventó esta categoría de productos hace 40 años. Se adapta a cualquier forma al instante. Es tan fácil de manejar e instalar que incluso una sola persona puede instalarla en bridas de gran tamaño.
La Cinta de Estanqueidad GORE Serie 500 también es altamente conformable, por lo que puede compensar importantes irregularidades de la brida. El sellado resultante es muy estanco y duradero, lo que mejora la fiabilidad y la seguridad de todo el sistema.
Fabricada al 100 % con ePTFE químicamente inerte, la Cinta de Estanqueidad GORE Serie 500 resiste los rigores de procesos químicos agresivos durante mucho tiempo. Es resistente a cualquier fluido de proceso (pH 0-14), excepto a metales alcalinos fundidos/disueltos y al flúor en estado elemental. Lo suficientemente versátil para su uso en sistemas de proceso que manejen álcalis o ácidos fuertes, o disolventes, la Cinta de Estanqueidad GORE Serie 500 ofrece una solución única para numerosas necesidades de sellado.
Ahorro de tiempo, dinero y problemas
La Cinta de Estanqueidad GORE Serie 500 ofrece importantes ventajas, tanto en la planta como fuera de ella.
Elimina los retrasos, los costes y las complejidades relacionadas con el diseño, la especificación, la adquisición, el envío, el almacenamiento y la instalación de las juntas tradicionales prefabricadas de un a pieza.
La Serie 500 proporciona un rendimiento de sellado excepcionalmente fiable, al mismo tiempo que hace que la instalación de muchas juntas sea más rápida, rentable y simple.
Especificaciones técnicas
Datos de ensayo
Factores de diseño de la junta
Información sobre certificaciones y aplicación
Infoteca

Instalación – Cinta de Estanqueidad GORE® Serie 500
Guías de instalación, Vídeos
Ver toda la información sobre Cinta de Estanqueidad GORE Serie 500
Solo para uso industrial
No utilizar en operaciones de fabricación, proceso o envase de dispositivos médicos, alimentos, fármacos o cosméticos.
Seguir Cinta de Estanqueidad GORE® Serie 500