Junta de Estanqueidad GORE®
Versátil y de sencilla instalación, este cordón de sellado 100% ePTFE es una solución rentable para bridas de acero en aplicaciones de uso general.
Contacte con nosotros
España
+34 93 4 80 69 00
Alemania
+49 89 4612 2215
Australia
+61 2 9473 6800
Brasil
+55 11 5502 7800
China
+8621 5172 8299
Corea
+82 2 393 3411
Emiratos Árabes Unidos
+971 2 5089444
Escandinavia
+46 31 706 78 00
Estados Unidos
+1 800 523 4673
Francia
+33 1 56 95 65 65
Hong Kong
+852 2622 9622
India
+91 22 67687000
Italia
+39 045 6 20 92 50
Japón
+81 3 6746 2600
Países Bajos
+31 13 507 47 00
Polania
+48 22 6 45 15 37
Reino Unido
+44 1506 46 01 23
Singapur
+65 6733 2882
Sudáfrica
+27 71 467 7710
Infoteca

Guía de selección de producto
Guías de selección de productos
Determine el tipo de junta GORE® que mejor se adapte a sus necesidades.
Toda la información sobre Junta de Estanqueidad GORE®
- Información técnica (1)
- Guías de instalación (1)
- Guías de selección de productos (1)
- Folletos (1)
- Certificaciones (1)
Presentación
La Junta de Estanqueidad, la primera junta de conformado in situ, la inventó Gore hace más de 40 años. Es una solución de sellado para bridas de acero de gran tamaño, de forma rectangular o irregular y superficies rugosas o picadas, cuya eficacia ha sido probada a lo largo de los años. Una vez comprimido, este cordón suave y conformable crea un sellado fino, pero resistente. También puede sellar aplicaciones donde las cargas de los pernos sean bajas.
La versátil Junta de Estanqueidad GORE es el material de sellado estándar de muchos equipos de mantenimiento, reparación y acondicionamiento (MRO) por la fiabilidad del sellado y porque su instalación resulta sencilla y rentable. Para la mayoría de las aplicaciones solo es necesario retirar el papel protector, colocar sobre la superficie y solapar los extremos. (Para aplicaciones más complejas, consulte nuestras instrucciones de instalación.)
(1) Procesos habituales con ciclos térmicos limitados, temperaturas <150 °C y presiones <10 bar.
¿Qué hace que la Junta de Estanqueidad GORE sea tan versátil?
Tecnología de politetrafluoroetileno expandido de Gore
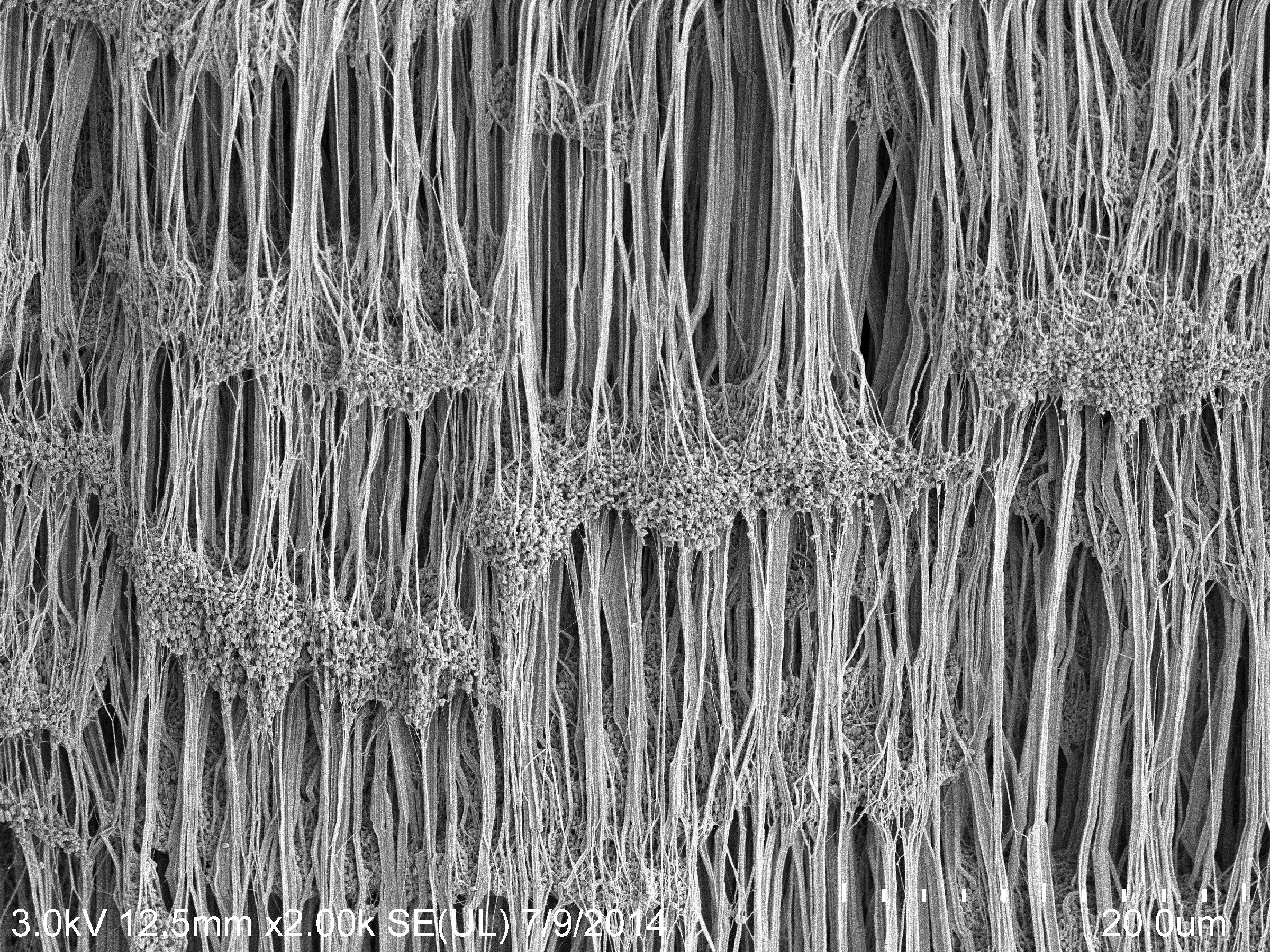
La Junta de Estanqueidad GORE está fabricada al 100 % con PTFE expandido (ePTFE) monoaxialmente, usando la tecnología de expansión de Gore para conseguir un alto grado de fibrilación.
Una alta fibrilación es lo que mejora la resistencia y el rendimiento del sellado, y crea la superficie suave y conformable que rellena sin problemas las pequeñas irregularidades de la brida.
La Junta de Estanqueidad GORE es químicamente resistente a todas las sustancias (pH 0-14) excepto a los metales alcalinos fundidos/disueltos y al flúor en estado elemental, por lo que es lo suficientemente versátil para usarse en sistemas de procesos químicos que manejen álcalis o ácidos fuertes, o disolventes.
Simplicidad y reducción de costes
La Junta de Estanqueidad GORE puede formarse in situ para adaptarse a cualquier forma, independientemente del tamaño o la complejidad de la brida. Se adhiere con rapidez y forma una junta cuando se solapan los extremos, por lo que incluso el sellado de bridas verticales puede realizarlo una sola persona.
Con la Junta de Estanqueidad GORE, la elaboración a medida de juntas de gran tamaño in situ es fácil y rápida. No es necesario esperar a que sea fabricada fuera de la planta. No son necesarios los palés, ni los camiones de transporte ni los dispositivos de elevación. Tampoco se requiere ningún manejo o mantenimiento especial.
La creación y la instalación de juntas es más rápido y sencillo con la Junta de Estanqueidad GORE. Por otra parte, un sellado hermético y duradero significa que el mantenimiento es mínimo. Con menos interrupciones y menos tiempos de parada, la productividad general aumenta, al igual que el consiguiente ahorro de costes.
Especificaciones técnicas
Factores de diseño de la junta
La norma EN 13555 proporciona el método de ensayo para generar los parámetros de junta utilizados en los cálculos de EN 1591-1. El anexo informativo G proporciona algunas pautas para la generación de parámetros de diseño de juntas para productos de conformado in situ.
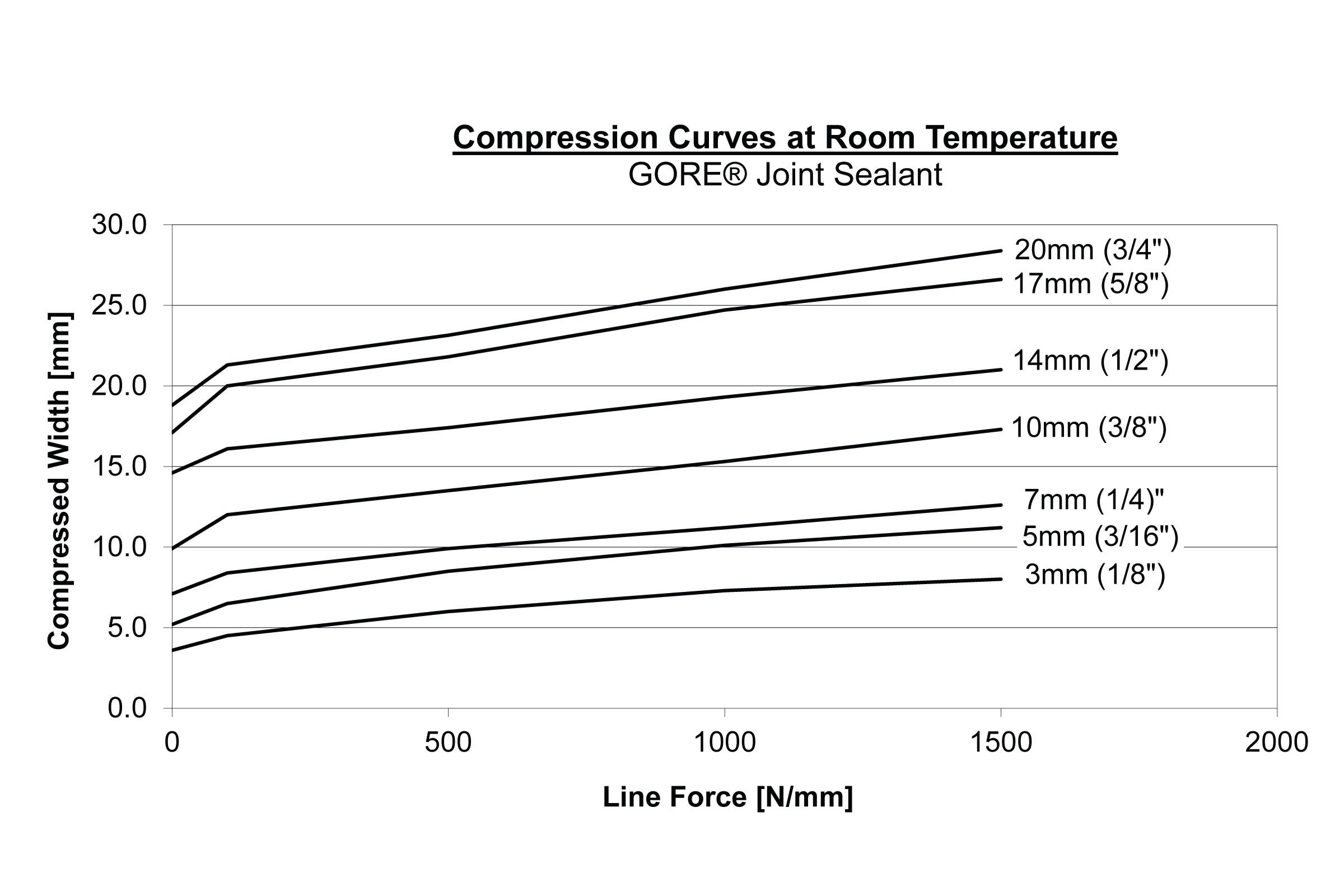
Debido a las propiedades del material de PTFE expandido monoaxialmente, el aumento del ancho de la Junta de Estanqueidad GORE depende de la presión ejercida sobre ella. Por tanto, para la configuración y el cálculo de las uniones embridadas es más sencillo utilizar fuerzas lineales en lugar de la carga de junta. La fuerza lineal, Q*, es la proporción de la fuerza por unidad de longitud.
Definiciones de las constantes de junta
| PQR | Una medida de la relajación a una temperatura predefinida. Es la relación entre la carga de junta tras la relajación y la carga de junta inicial. El valor ideal para PQRes 1. Cuanto más se acerque el valor del ensayo al valor ideal, menor será la pérdida de carga de junta. |
|---|---|
| Q*mín(L) | La fuerza lineal mínima requerida a temperatura ambiente para una clase de fuga L determinada cuando el sellado se instala por primera vez. |
| Q*Smín(L) | La fuerza lineal mínima requerida para una clase de fuga L determinada en uso. |
| Q*Smáx | La fuerza lineal máxima que puede aplicarse sobre la junta, sin que sufra daños ni intrusión en el orificio, a las temperaturas indicadas. Depende de la temperatura y del grosor de la junta. |
| E*G | La recuperación (comportamiento elástico) del sellado al reducirse la carga; está relacionado con el módulo de la elasticidad. Depende de la fuerza lineal aplicada, el grosor del sellado y la temperatura. |
Descripción del método de ensayo general
| PQR | La relajación se mide a diferentes temperaturas, cargas de junta iniciales, valores de grosor de sellado y valores de rigidez de la brida. Al principio, el sellado se somete a la carga de junta predefinida, y después se incrementa la temperatura y se mantiene durante cuatro horas. Entonces se mide la carga de junta residual. |
|---|---|
| Q*mín; Q*Smín |
Se aplica y retira una carga al sellado en incrementos predefinidos, midiendo las fugas de manera constante. La presión interna normalmente es de 40 bar (gas de ensayo: helio). |
| Q*Smáx; E*G |
La carga de la junta se incrementa por ciclos y después se reduce a 1/3 de la carga de junta previa, tras lo cual se mide el grosor del sellado. El ensayo se repite a varias temperaturas. El valor E*G se calcula a partir de las reducciones de carga y los cambios de grosor. Para Q*Smax, un descenso súbito del grosor del sellado indica un fallo. Si se produce un descenso súbito se toma el valor del paso de carga antes del fallo. Si no tiene lugar ningún fallo se toma la carga de junta máxima posible del equipo de ensayo. El valor determinado se usa entonces como carga inicial en un ensayo PQR para verificar el Q*Smax final a carga constante. |
Resultados del ensayo
A continuación encontrará los resultados de la prueba EN 13555:
Junta de Estanqueidad GORE® en 2 mm (0,08")
La norma EN 13555 especifica una brida de ensayo de tamaño DN40/PN40; por tanto, se probó la Junta de Estanqueidad GORE DF05 con una rigidez de 500 kN/mm. De los resultados de DF05 pueden extrapolarse resultados para el resto de los tamaños utilizando la siguiente curva de compresión.
PQR
| Fuerza lineal inicial (N/mm) |
Grosor (mm) |
Temperatura (°C) |
PQR | |
|---|---|---|---|---|
| 5 mm | 144(1) | 2 | 20 | 0,73 |
| 144(1) | 2 | 150 | 0,22 |
(1) corresponde a una presión superficial inicial de 30MPa (ancho inicial = 5 mm)
Q*min (N/mm)
| L1,0 | L0,1 | L0,01 | L0,001 | |
|---|---|---|---|---|
| 3 mm | 32 | 89 | 145 | 201 |
| 5 mm | 50 | 141 | 228 | 317 |
| 7 mm | 67 | 184 | 292 | 397 |
| 10 mm | 95 | 258 | 408 | 556 |
| 14 mm | 128 | 348 | 552 | 754 |
| 17 mm | 160 | 446 | 721 | 1007 |
| 20 mm | 165 | 460 | 747 | 1053 |
Q*Smin (N/mm)
| Q*A (N/mm) | QA (MPa) | L1,0 | L0,1 | L0,01 | L0,001 | |
|---|---|---|---|---|---|---|
| 3 mm | 96 | 32 | 32 | 32 | x | x |
| 192 | 64 | 32 | 32 | x | x | |
| 288 | 96 | 32 | 32 | 49 | x | |
| 384 | 128 | 32 | 32 | 40 | 202 | |
| 5 mm | 96 | 20 | 48 | 48 | x | x |
| 192 | 40 | 48 | 48 | x | x | |
| 288 | 60 | 48 | 48 | 73 | x | |
| 384 | 80 | 48 | 48 | 61 | 110 | |
| 7 mm | 96 | 14 | 67 | 67 | x | x |
| 192 | 27 | 67 | 67 | x | x | |
| 288 | 41 | 67 | 67 | 102 | x | |
| 384 | 55 | 67 | 67 | 84 | 146 | |
| 10 mm | 96 | 10 | 95 | 95 | x | x |
| 192 | 19 | 95 | 95 | x | x | |
| 288 | 29 | 95 | 95 | 144 | x | |
| 384 | 38 | 95 | 95 | 119 | 207 | |
| 14 mm | 96 | 7 | 127 | 127 | x | x |
| 192 | 14 | 127 | 127 | x | x | |
| 288 | 21 | 127 | 127 | 193 | x | |
| 384 | 27 | 127 | 127 | 160 | 279 | |
| 17 mm | 96 | 6 | 160 | 160 | x | x |
| 192 | 11 | 160 | 160 | x | x | |
| 288 | 17 | 160 | 160 | 245 | x | |
| 384 | 23 | 160 | 160 | 202 | 354 | |
| 20 mm | 96 | 5 | 165 | 165 | x | x |
| 192 | 10 | 165 | 165 | x | x | |
| 288 | 14 | 165 | 165 | 252 | x | |
| 384 | 19 | 165 | 165 | 208 | 366 |
Q*smax (N/mm)
| Grosor (mm) |
Temperatura (°C) |
Q*smáx (N/mm) |
Qsmáx (MPa) |
|
|---|---|---|---|---|
| 5 mm | 2 | 20 | 2000 | 100 |
| 2 | 150 | 2000 | 100 |
E*G
| Grosor (mm) | Temperatura (°C) | EG96N/mm (MPa) | EG144N/mm (MPa) | EG192N/mm (MPa) | EG240N/mm (MPa) | EG288N/mm (MPa) | |
|---|---|---|---|---|---|---|---|
| 5 mm | 2 | 20 | 302 | 417 | 690 | 1059 | 880 |
| 2 | 150 | 254 | 543 | 554 | 989 | 872 |
m e y son constantes de junta utilizadas para el diseño de bridas, tal como se especifica en el ASME Boiler and Pressure Vessel Research Code, división 1, sección VIII, apéndice 2. En el grupo de trabajo F03 de ASTM se está proponiendo considerar la tasa de fuga frente a la función de la carga y; y el factor m como nuevo método de ensayo.
Definiciones de las constantes de junta
m, el factor de mantenimiento, es un factor que representa la cantidad de precarga adicional requerida para mantener la carga de compresión sobre una junta una vez aplicada la presión interna.
y, la carga de asiento, es la carga de compresión (psi) mínima requerida para conseguir un sellado inicial.
| Valor | |
|---|---|
| m | 1,5 |
| y | 2500 |
No existen estándares de ensayo específicos para los parámetros de junta AD 2000 B 7. A pesar de esto, más abajo proporcionamos una estimación. La edición del 2015 de la norma AD 2000-Merkblatt B 7 hace referencia a la norma EN 13555 como norma para ensayos(1) y hace uso de la tabla 9 de la VDI 2200(2) para el método de conversión. Tenga en cuenta que la VDI especifica explícitamente que dicha conversión no es válida debido al empleo de diferentes métodos de medición. «Sólo el método según DIN EN 1591-1 y AD 2000 junto a DIN EN 1591-1 y el análisis FE puede usarse para probar la estabilidad, la estanqueidad y la conformidad con TA Luft». (3)
Gore respalda el uso de la norma AD 2000-Merkblatt B 7 y proporciona a continuación los parámetros de la junta necesarios.
Se cumplen las siguientes relaciones(1):
k0KD ≙ Qmín · bD
k1 ≙ (QSmín / p) · bD como m ≙ QSmín / p (4)
k0KDϑ ≙ Qsmáx · bD
donde,
| Qmín | carga de junta mínima requerida a temperatura ambiente cuando el sellado se instala por primera vez (según EN13555) |
|---|---|
| QSmín | carga de junta mínima requerida para el uso (según EN13555) |
| QSmáx | carga de junta máxima que se puede aplicar a la junta a la temperatura indicada ϑ (según la norma EN 13555) |
| bD | ancho de la junta |
| p | presión interna del fluido |
| k1 | parámetro de junta para las condiciones de funcionamiento según AD 2000 B 7 |
| k0KD | parámetro de junta para la deformación de la junta según AD 2000 B 7 |
| k0KDϑ | parámetro de junta para la deformación de la junta en servicio a la temperatura ϑ según AD 2000 B 7 |
Para la Junta de Estanqueidad GORE de 2 mm de espesor y con una presión interna de 10 bar recomendamos usar:
- k1 = 10 • bD
- k0KD = 18 MPa • bD
- k0KDϑ= 200 MPa • bD temperatura ϑ = 150 °C
Si fuera necesario para alguna aplicación específica, Gore recomienda hacer las conversiones individuales en función de la información contenida en la EN 13555.
En general, no se recomienda el empleo de los valores genéricos que se ofrecen en la tabla 1 de la norma AD 2000-Merkblatt B 7(5). No obstante, podrían ser aplicables en según qué situaciones.
Asimismo, nótese que las normas citadas de DIN 2690 a DIN 2692 han sido reemplazadas por la EN 1514-1 del año 1997.
(1) Arbeitsgemeinschaft Druckbehälter: AD 2000-Merkblatt B 7, Berechnung von Druckbehältern, Schrauben, página 4, 7.1.2.4, abril del 2015
(2) Verein Deutscher Ingenieure e. V.: VDI 2200, Tight flange connections - Selection, calculation, design and assembly of bolted flange connections, página 36, tabla 9, junio del 2007
(3) Verein Deutscher Ingenieure e. V.: VDI 2290, Emission Control - Sealing constants for flange connections, página 8, junio de 2012
(4) Nótese que el factor m = QSmín / p venía definido por la norma DIN V 2505, reemplazada por la EN 1591-1 en la que el factor m ya no se usa.
(5) Arbeitsgemeinschaft Druckbehälter: AD 2000-Merkblatt B 7, Berechnung von Druckbehältern, Schrauben, página 6, tabla 1, abril del 2015
Información sobre certificaciones y aplicación
Infoteca
Instalación - Junta de Estanqueidad GORE®
Guías de instalación
Solo para uso industrial
No utilizar en operaciones de fabricación, proceso o envase de dispositivos médicos, alimentos, fármacos o cosméticos.
Seguir Junta de Estanqueidad GORE®